技術トピックス - 切削工具トピックス -
ギヤシェ-パ加工の高速加工・円周高送りの効果
従来加工法
従来の加工法では角部に負荷が集中
逆サイドは薄くて長い切粉で摩耗し易い
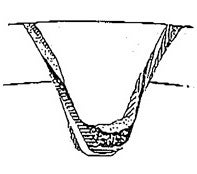
円周高送り
円周高送りでは切粉が厚く分断されている
工具寿命に及ぼす影響
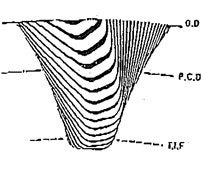
【歯車諸元】
- モジュール:2.25
- 歯数:27
- ねじれ角:31.5°
- 歯幅:15
- 材質:SCM415
【カッタ諸元】
- 歯数:57
- MACB コーティング付
【加工条件】
- ストローク速度 str/min 800/1200
- Rd送り mm/str 0.02/0.01
- 円周送り mm/str
- 従来条件 : 0.5/0.3
- 高送り条件: 4.0/2.0


工具摩耗と切削個数との関係
注意点:後加工が無く、送り目が問題なる時は、仕上げ送りは落とす必要があります。
シェービングで仕上げる場合は、送り目は問題になりませんが、お客様のご判断になります。