技術トピックス - 切削工具トピックス -
ホブ刃付精度の測定方法 ~向心度編~
精度と寿命を維持しながらホブを使用するには正しい刃付精度でなければなりません。
そのためには刃付の精度を評価することが大切です。
JIS B4355(以下JIS)の試験番号5-7に測定方法が記述されていますが少々抽象的でわかりにくいと思われます。専用の測定機がなくてもユーザー様で測定できる方法を実践を交えて紹介いたします。
向心度 (JIS B4355 試験番号7)
向心度 (JIS B4355 試験番号7)
■準備物
- 両センター台
- スタンド付 テコ式ダイヤルゲージテスタ(以下テスタ) 1個 ※目量0.002mm
- ブロックゲージ 一式
- ストレートバー(センター高さ検出用)
- マイクロメータ
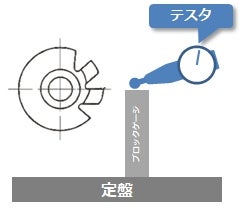
■測定方法
- 1.測定するホブをストレートマンドレルに取り付け、両センター台にセット。
- 2.センター中心と同じ高さのブロックゲージを組み合わせる(*1)
- 3.ブロックゲージ上にてテスタが「0」になるようにセット。
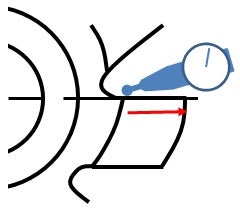
- 4.歯底付近にテスタ端子を移動し、テスタが「0」を示すまでホブを回転させる。
(テスタで調整してはいけません) - 5.歯先方向に向かってテスタを移動させその移動量を記録する。
*1 すくい角が0°でない場合はブロックゲージの高さを変更。
ブロックゲージ高さ=センター中心高さ(H)-すくいオフセット量
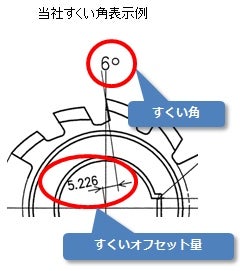
●当社ではすくい角は図面及び刻印へ明記されています。
(すくい角 0°の場合は明記なし)
※センター中心高さの求め方
- 1.ストレートバーの外径をマイクロメータなどで測定(D)
- 2.ストレートバーをセンター台に取り付ける。
- 3.ストレートバーの頂点の高さをブロックゲージとの比較測定にて測定(h)
- 4.中心高さ(H)=hm-(D/2)
当社内では歯先に向かって(+)するものを「歯先上がり」、逆に歯先に向かって(-)するものを「歯先下がり」と表現します。
もし歯先でテスタを0セットし、歯元に向かって測定してしまうと(+)(-)の符号が逆転してしまい、追加工時のオフセット方向を間違ってしまいます。「歯先上がり」と表現することで「歯元⇒歯先に向かって(+)」として正確に相手に伝えることができます。