技術トピックス - 切削工具トピックス -
ホブシフト方法
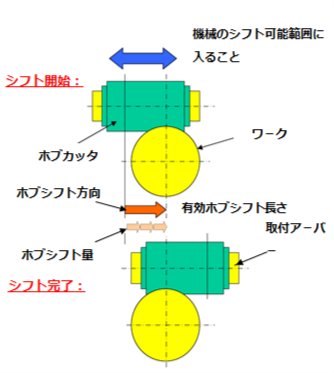
ホブシフトは、3つの項目を正しく設定します。
| 設定項目 | 内容 |
|---|---|
| ホブシフト範囲 | 創成残り及びホブの破損を防止するために、ホブシフト位置を正確に設定する |
| ホブシフト量 | ワーク、ホブ、加工条件に合うように、適切なホブシフト量を決定する |
| ホブシフト方向 | 常に新しい切れ刃が創成側に来るように、ホブシフト方向を決定する |
シフト方法比較
| 毎回シフト | 1個加工する毎にシフト |

|
長所 | 摩耗箇所が分散される。 |
| 短所 | シフト時間がサイクルタイムに影響する。 | |||
| 間欠シフト | 数個加工する毎にシフト (間欠個数) |

|
長所 | サイクルタイムが短くできる。 |
| 短所 | 間欠個数を多くしすぎると異常摩耗を生じる恐れがある。 | |||
| 1ピッチシフト | ホブの1ピッチごとのシフト |

|
長所 | ホブカッタの振れの影響を受けないので、歯厚・歯形が安定する。 |
| 短所 | 間欠個数を多くすると異常摩耗、少ないと工具寿命が短い。 | |||
| マルチシフト | 1ピッチシフトの欠点を補うため、スタート位置をずらして、繰り返しシフトする方式 |

|
長所 | 摩耗箇所が分散される。 |
| 短所 | ホブカッタの振れの影響を受けるので、歯厚・歯形が変わる恐れがある。 |
| 一方向シフト | シフト方向は一定 |

|
常に新しい切れ刃が創成側となる方向にシフトする。 (長所) シフト端到達で寿命、または、再度起動位置に戻す。 加工精度は望ましいが、戻すのに時間が掛かる。 (短所) |
| 往復シフト | シフト方向往復 |

|
シフト端で、戻しながら使用する。工具寿命が長い場合に採用する。 一方向シフトに比較し、戻す時間が不要で、サイクルタイムが短くなる。 (長所) |
シフト量の計算式
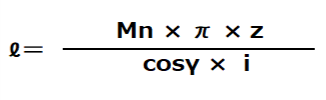
ℓ : シフト量
γ: ホブのススミ角
z : ホブの条数
Mn: ホブ歯直角モジュール
i : ホブの溝数
創成中心となる切り刃を、①→②→③… の位置にシフトさせる計算式
計算事例:工具諸元 Mn 1.5、γ 3°、z 3、i 16
ℓ = 1.5×π×3÷cos3.0×16
= 0.88
ご注意:摩耗量の最適化や加工精度の安定化につながるための最適なシフト量を求める計算式ではありません。