技術トピックス - 切削工具トピックス -
ブローチカッタの選定基準
ブローチを正しく活用いただくための、一般的な基準をご紹介します。
ブローチの材質
| 材 質 | 特 長 | 被 削 物 材 質 |
|---|---|---|
| SKH51、SKH55 | JIS規格材、標準ハイス | 一般鋼、非鉄 |
| GRANMET BR | 標準ハイスに対し、耐摩耗性が向上(角摩耗対策) | 一般鋼、非鉄 |
| MAC-B | 粉末ハイス、耐摩耗性が向上 | 一般鋼、硬鋼、非鉄 |
| MAC-D | 高合金粉末ハイスで、切れ味と耐摩耗性に優れる | 難削材、超耐熱鋼、他 |
ブローチの表面処理
| 表 面 処 理 | 特 長 | 被 削 物 材 質 | |
|---|---|---|---|
| 窒化処理 | 高温雰囲気でハイス表面に窒素を拡散させ、表面に高硬度窒化鉄を形成させる | 耐溶着性に優れる | 硬鋼、軟鋼 |
| ナノダイナミック | PVD方式により、工具表面に数μmのAl系セラミック層を形成させる | セラミック層が、Hv2000以上と硬く、耐摩耗性が優れる | 一般鋼、難削材、 超耐熱鋼、鋳鋼 |
| ナノダイナミックⅡ | セラミック層が、Hv2000以上と硬く、耐摩耗性に優れ、かつ耐熱性にも優れる | 一般鋼、難削材、 超耐熱鋼、鋳鋼 |
|
切削方式
| 切 削 方 式 | 特 長 | 用 途 | |
|---|---|---|---|
| 外径または上方上がり方式 |

|
再刃付により歯厚変化が少なく、被削物とのガイド性が高いため、歯形崩れが少ない。但し、一定フォ-ムランドを残しているため、溶着しやすい | 一般のブローチ |
| 外径または上方上がりサイジング方式(2回通し) |

|
歯形仕様時の切削力が小さく、加工歪が小さくなります。特に薄肉ワ-クの場合には、効果があります | クリスマスブローチ 高精度用ブローチ |
| バックテーパー方式 |

|
ブローチ切れ刃の後方刃の歯厚を若干小さくし、ブローチ歯形の側面にわずかに二番を付けた状態にして切れ味を向上させ、溶着を防止します | ブローチの被削物として 切削長が長いもの 溶着しやすいもの |
| 歯厚またはフォ-ム上がり方式 |

|
ブローチ歯形がそのまま被削物に写りやすく、歯形精度と仕上げ面粗さに優れます | ギヤ用ブローチ 高精度用ブローチ |
注:同心円の縞模様は加工順を示す
丸刃付ブローチ
| 分 類 | 切 削 方 式 | 特 長 | |
|---|---|---|---|
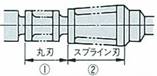
| 前丸刃付スプラインブローチ |
|

|
下穴精度が悪い時に採用します。 スプライン歯溝を加工する前に、下穴精度を向上させる効果があります。 |
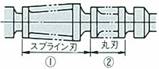
| 後丸刃付スプラインブローチ |
|

|
ブローチ仕上げで小径を加工する時に採用する 標準的なブローチです。 |
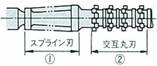
| 交互丸刃付スプラインブローチ |
|

|
スプライン歯溝と小径の同芯度が必要な時に採用します。 |
| 前丸刃、交互丸刃付スプラインブローチ |

|

|
下穴精度が悪く、スプライン歯溝と小径の同芯度が必要な時に採用します。 |
①②歯加工順を示す
ご注意:必ずしも加工精度や、工具寿命を保証する基準ではありません。