技術トピックス - 切削工具トピックス -
新超硬材 Carbide シリーズ
ハイスを上回るコストパフォーマンス新超硬材
Carbide(超硬)シリーズ
Carbide H シリーズ(ホブ)
- 耐摩擦性 ハイス比5倍以上
- 高硬度材用/高速切削用

Carbide S シリーズ(スカイビング、ピニオン)
- 耐摩擦性 ハイス比3倍以上
- 高硬度材用
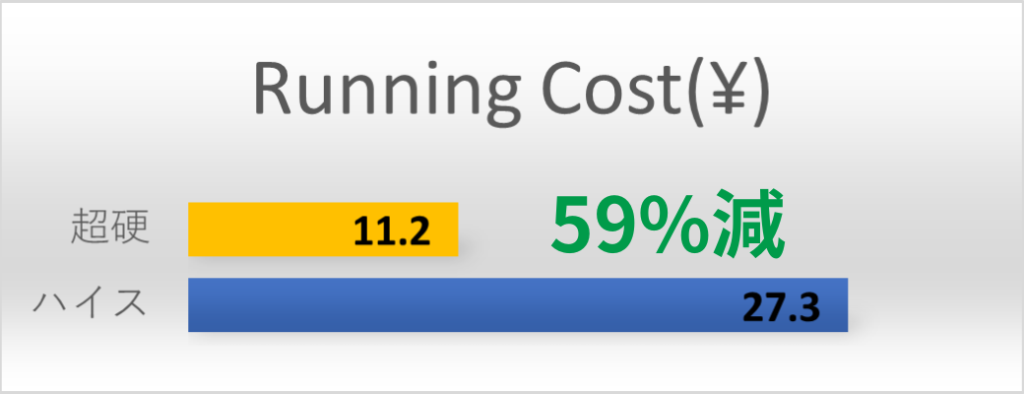
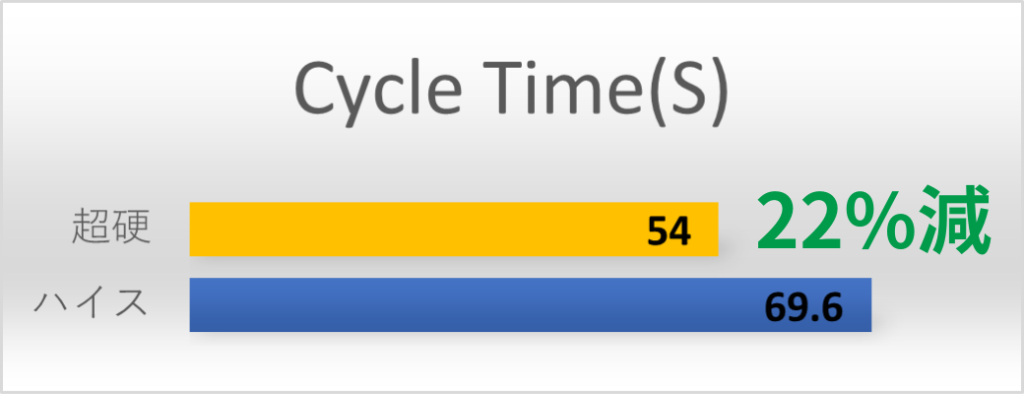
超硬 VS ハイスの比較
ハイスの5倍以上の寿命


【加工条件】 V = 300 m/min (1,274 rpm), ドライ加工
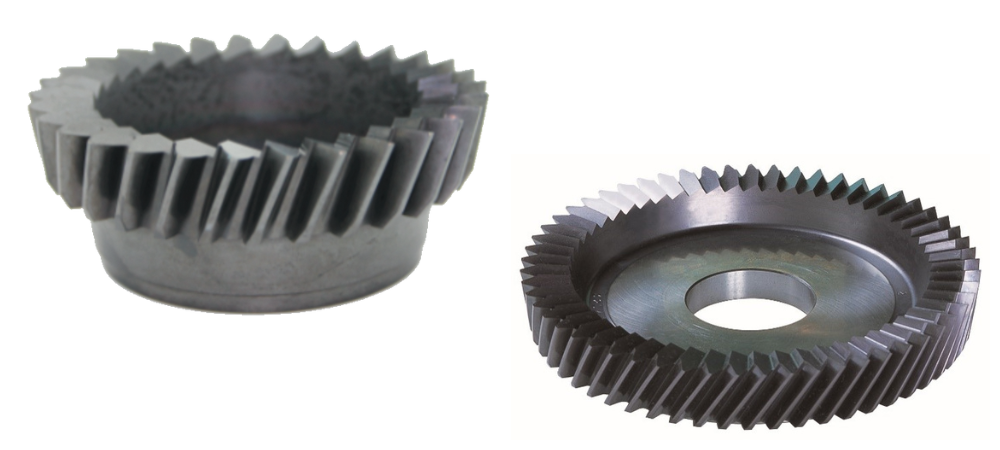
ホブ加工における加工事例
被削ギヤ諸元
- モジュール 1.68
- 圧力角 18°
- 歯数 75
- ねじれ角 36° 30' RH
- 外径 161.000
- 歯たけ 5.5
- 歯幅 17
- 材質 高炭素鋼
ホブ諸元
- 外径 Φ80
- 全長 180
- 条数 3
- 切刃数 16
- 材質 当社超硬新材種/当社ハイス
- コーティング マイティーシールド - Σ
加工条件()内はハイス
- 切削速度 300 m/ 分(201)
- 送り 1.9mm / rev(1.55)
- 切削個数 4,400個(700)
- 加工方法 ドライカット