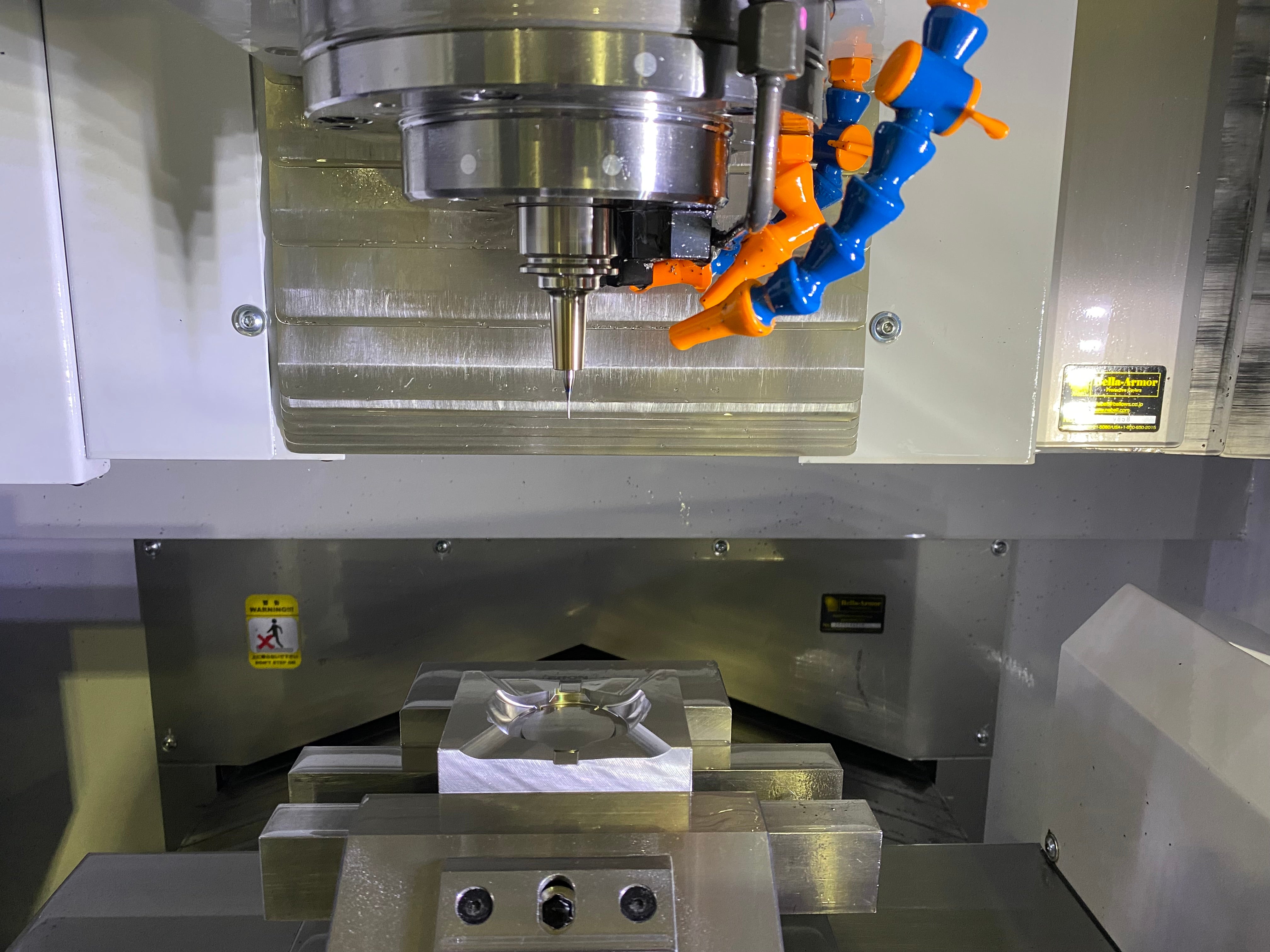
加工事例 - 精密加工機の加工事例 - 小型精密加工機μV1
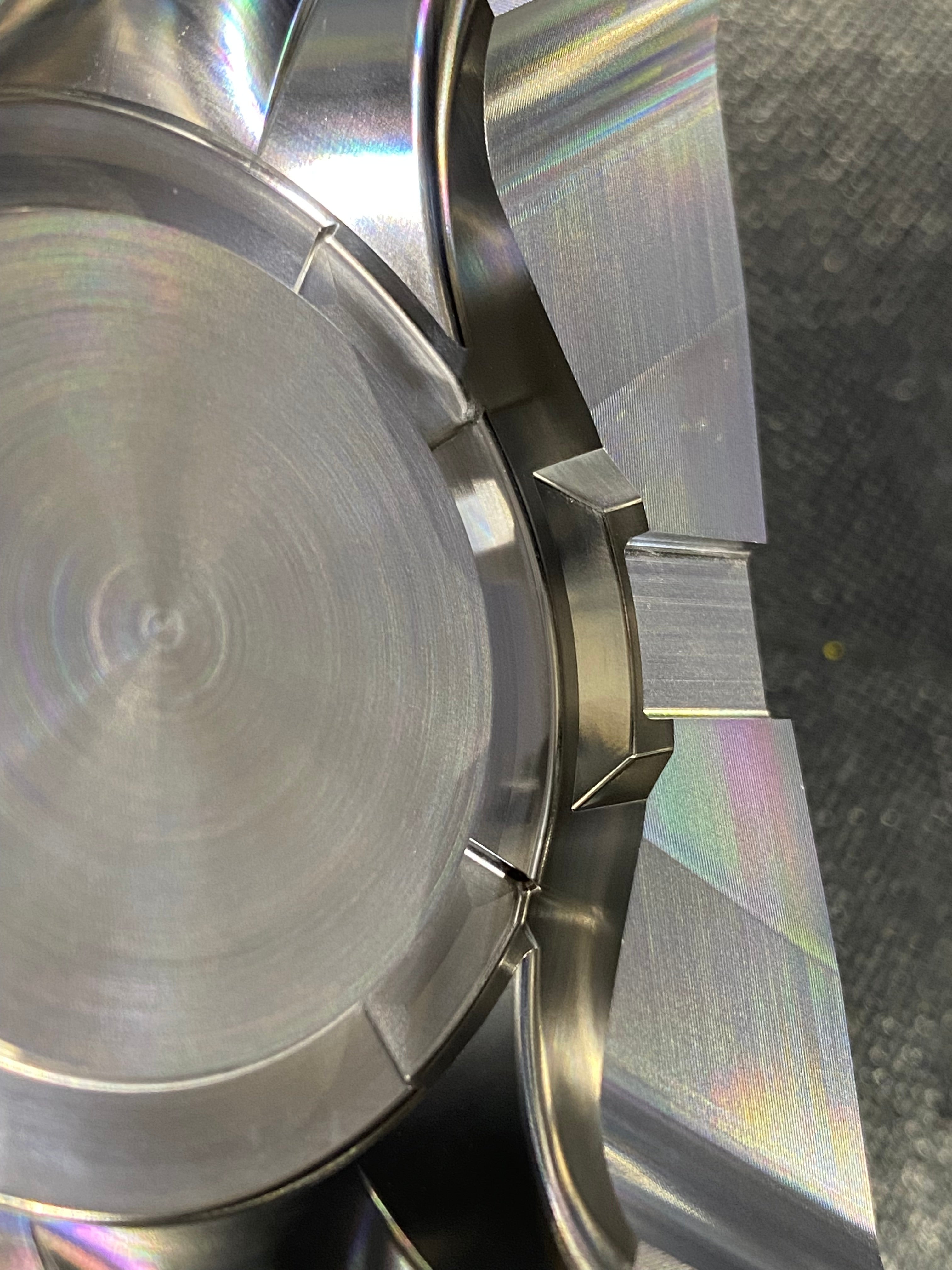
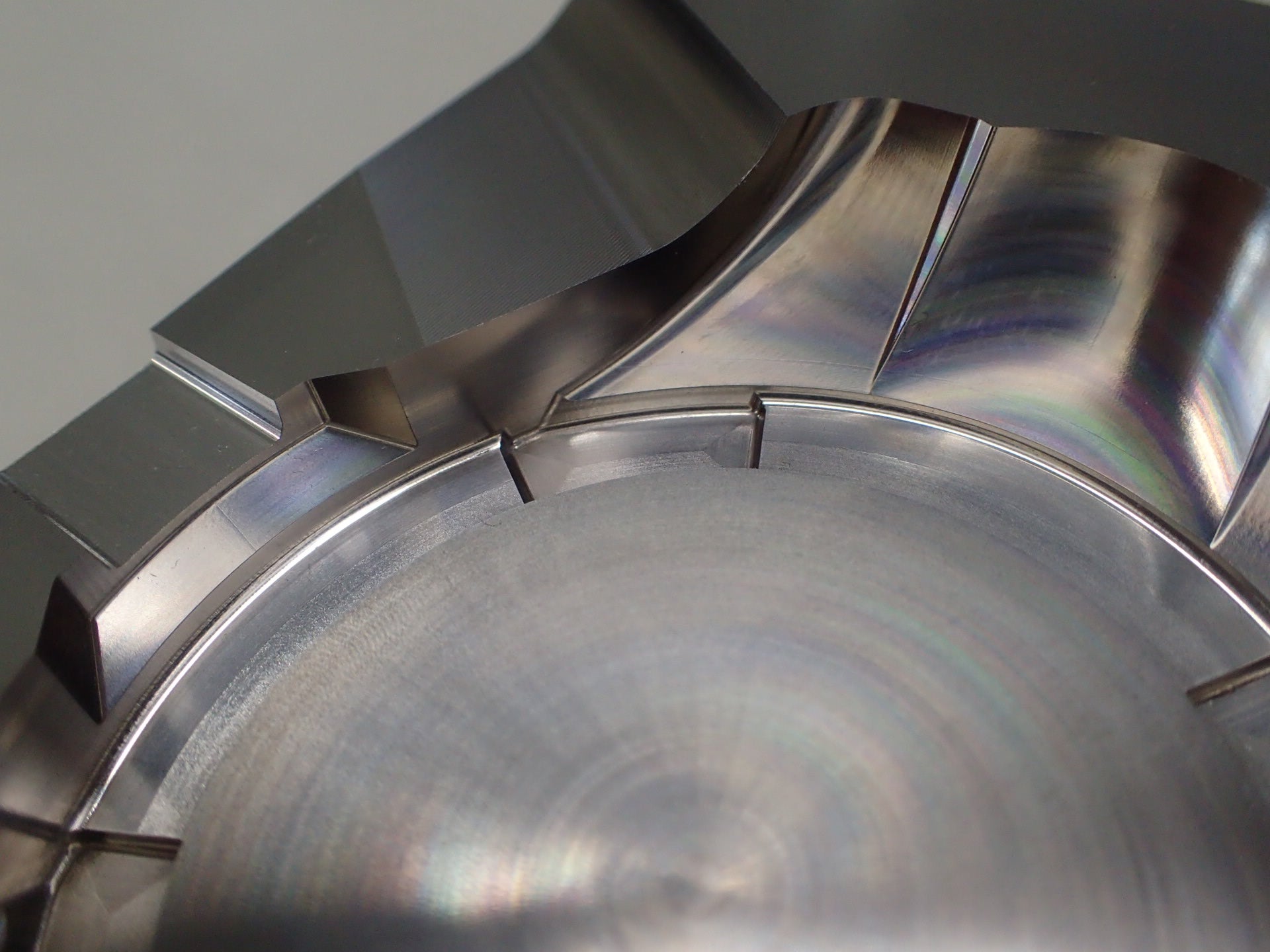
腕時計型サンプル

腕時計型サンプル
- ワークサイズ : 80X60X30(mm)
- 材種 : SUS303
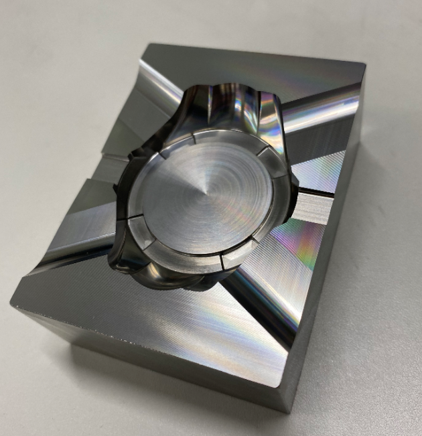
主軸の内部及び外部を徹底して冷却していることで、連続運転時の主軸熱変位が安定しているため、滑らかな仕上がりを実現しました。
仕上加工詳細
| No. | 加工工程 | プログラム名 | 工具 | 実加工時間 (h:m:s) |
加工方法 |
|---|---|---|---|---|---|
| 10 | パート面仕上げ-1 | 〇0011 | R1ボールエンド | 0:24:00 | パート面 X軸走査線加工 |
| 20 | パート面仕上げ-1 | 〇0012 | R1ボールエンド | 0:24:00 | パート面(平坦部) Y軸走査線加工 |
| 30 | 製品平坦部加工 | 〇0013 | R1ボールエンド | 0:19:00 | 製品平坦部 平坦周回加工 |
| 40 | 製品部仕上げ | 〇0014 | R0.5ボールエンド | 1:38:00 | 製品分 等高線加工 |
| 50 | スライド部仕上げ | 〇0015 | R0.5ボールエンド | 0:04:00 | スライド部 等高線加工 |
| 60 | 製品部隅取り加工 | 〇0016 | R0.3ボールエンド | 0:15:00 | 製品部 隅取り加工 |
| 03:04:00 | |||||